Years Brand Promise


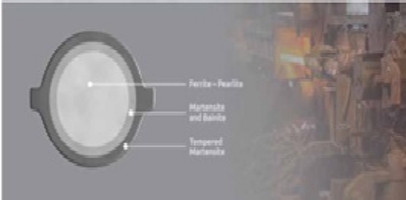
SELF-TEMPERING
After the rebars leave the quenching station, the temperature of the outer layer suddenly decreases from 900 ℃ to 280 ℃ and the temperature on the inner core of the bar remains the same. Therefore the inner layer tempers the outer layer. Hence the outer Martensite rim transforms into Tempered Martensite; an intermediate ring of Martensite and Bainite is also formed.
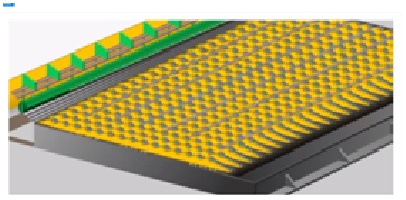
 QUENCHING
QUENCHING
The red hot steel bar is sent to a quenching station where water is continuously sprayed onto the incoming bar through special spray nozzels. This results a rapid change in temperature in the outer layer of the steel bar whereas the temperature on the inner core remains the hot. Thus Martensite rim is formed in the outer layer of steel bars.
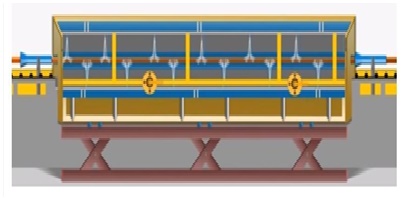
ATMOSPHERIC COOLING
The Thermo Mechanical Treatment (TMT) Rebars are cooled slowly on automatic cooling beds to attain equalization temperature. The core is transformed to a Ductile Ferrite – Pearlite structure.